Engineering Aspect
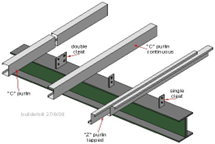
In this assignment, we will conduct life cycle analysis of roof purlins in a steel structure factory. Purlins play a crucial role in supporting the roof covering and transferring loads to the primary structure, as well as enhancing the stability and rigidity of the overall structure. They work in conjunction with other structural elements to resist lateral loads. Purlins contribute about 30% of the total structure weight, and it could be produced using different materials and manufacturing methods. So, it could be a good example of the whole structural steel industry.
Goal & scope of the assessment
The goal of this LCA study is to provide a comprehensive life cycle assessment of the production of 1 kg of different design options of purlins. Carbon dioxide (CO2) emissions and other fossil greenhouse gas emissions in Europe and worldwide are among the most important issues nowadays, and this context influences the steel-making sector significantly. This industry is a large energy consumer and one of the leading industrial contributors to global anthropogenic CO2 emissions (about 6.7% of total CO2 emissions). Research, policy, and industry show increasing attention toward the reduction of emission from the steel sector. In late 2019, the European Commission (EC) published the European Green Deal, which resets the commitment to tackle climate and environmental-related challenges. Apart from the high energy demand that prevails in the steel industry, the production of steel is associated with significant greenhouse gas (GHG) emissions. For the EC, the steel industry’s decarbonization is a prioritization, based on that the main goal will be to do carbon footprint analysis. In addition to analyzing the energy consumed per option, as well as acidification potential and Eutrophication potential. [1]
Acidification potential (AP): an impact assessment level with local effect; within the steel industry, AP is mainly caused by SO2 and NOx emissions. While eutrophication potential (EP) is an impact assessment level with local effect; within the steel industry, EP is mainly caused by NOx emissions.[2]
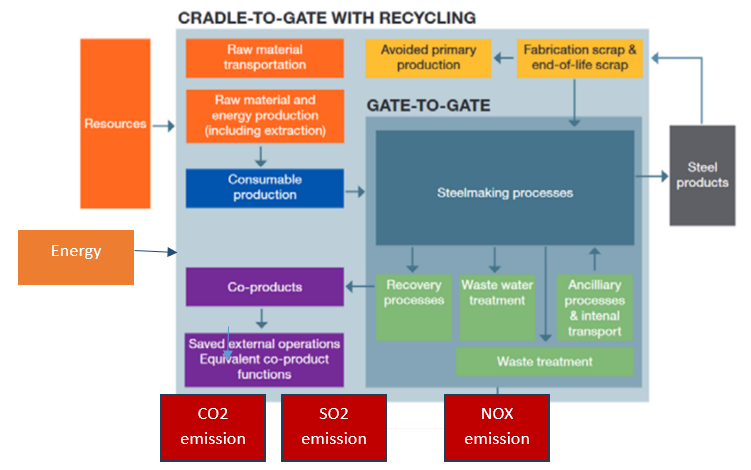
Boundries
Boundaries here cover all the production steps from the extraction of raw materials from the earth (i.e. the cradle) to finished products ready to be shipped from the steelworks (i.e. the gate). In this study, we will be conducting with recycled steel or “end-of-life recycling”, According to the World Steel Association, this involves the collection, processing, and reintegration of steel materials from products that have reached the end of their useful life. The goal is to recover steel for reuse in new products, thereby reducing the demand for virgin raw materials and minimizing environmental impacts associated with steel production. An average of around 85% of all steel is recycled at the end of a product’s life. [2]
Defining design options
To produce roof purlins, we have 3 options: Steel sections, hot rolled coil and hot-dip galvanized steel.
| Type | Production process |
| Steel sections | produced through a process called rolling or forming. The process involves taking raw steel and passing it through rollers or dies to give it the desired shape and dimensions. (ex: IPE, UPN,etc) |
| hot rolled coil | produced through a hot rolling process in which steel slabs are heated to high temperatures and then passed through a series of rollers to reduce their thickness. |
| hot-dip galvanized steel | produced through a hot rolling process in which steel slabs are heated to high temperatures and then passed through a series of rollers to reduce their thickness, then immersing the steel in a bath of molten zinc, allowing a metallurgical reaction to occur, which forms a durable zinc coating on the steel surface.[2] |
Table.1
Hot-dip galvanized steel eliminates the need for additional coating processes. To ensure a fair comparison among the options, we will include paint as an additional material in the other two options, while considering energy consumption and environmental impact associated with production of paints.
Hot-dip galvanized steel eliminates the need for additional coating processes. To ensure a fair comparison among the options, we will include paint as an additional material in the other two options, while considering energy consumption and environmental impact associated with production of paints.
Life Cycle Inventory of different Performance and environmental indicators
As shown, more paint/ kg steel is added in the case of hot rolled coil, and this is because its thickness is lower than thickness of UPN120. So 1 kg of hot rolled coil has more surface area than 1 kg of sections.
| material | scope | quantity | energy | CO2 | SO2 | NOX |
| steel | SEC | 1 | 16.6 | 1.29 | 0.0033 | 0.00029 |
| paint | SEC | 1 | 2.2 | 0.16 | 0.0012 | 0.00017 |
| steel | HR-coil | 1 | 14.7 | 1.19 | 0.0036 | 0.00028 |
| paint | HR-coil | 1 | 5.52 | 0.4 | 0.003 | 0.00043 |
| steel | HD-galv | 1 | 19 | 1.42 | 0.0039 | 0.00039 |
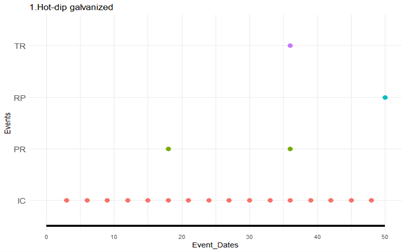
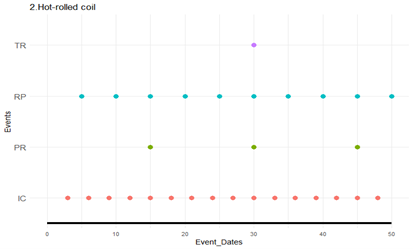
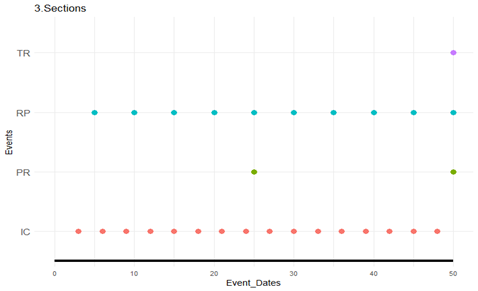
Interventions & Lifespan
The table below shows the list of interventions with frequency of occurrence for each design option.
| DesignOption | Event | Frequency | TotalLifespan | Intervention |
| 1.Sections | IC | 3 | 50 | |
| 1.Sections | RP | 5 | 50 | |
| 1.Sections | PR | 25 | 50 | |
| 1.Sections | TR | 50 | 50 | 50/50 = 1.0 |
| 2.Hot-rolled coil | IC | 3 | 50 | |
| 2.Hot-rolled coil | RP | 5 | 50 | |
| 2.Hot-rolled coil | PR | 15 | 50 | |
| 2.Hot-rolled coil | TR | 30 | 50 | 50/30 = 1.7 |
| 3.Hot-dip galvanized | IC | 3 | 50 | |
| 3.Hot-dip galvanized | RP | - | 50 | |
| 3.Hot-dip galvanized | PR | 18 | 50 | |
| 3.Hot-dip galvanized | TR | 36 | 50 | 50/36 = 1.4 |
IC = Inspection and cleaning
RP = Repainting
PR = Partial replacement
TR = Total replacement
LCA Results
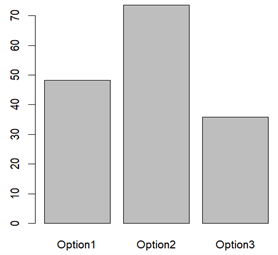
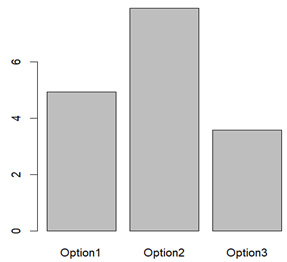
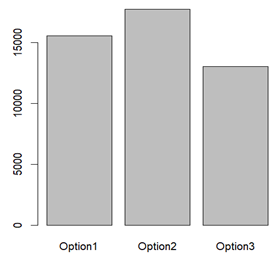
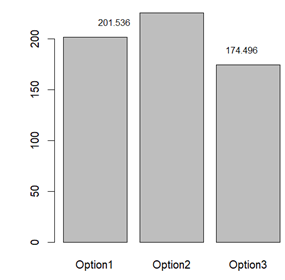
Figs. NOX emission, So2 emission, CO2 emission, Energy Consumption
Ranking of the design options using AHP
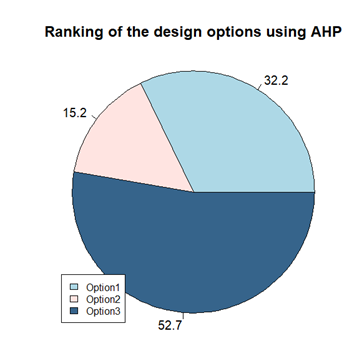
Earlier, when examining the bar plots illustrating the levels of each indicator, Option3 emerged as the preferred choice, demonstrating the lowest levels across all indicators, but just slightly lower than Option 1. But thorough more detailed examination of our inclinations, Option 3 is significantly better than any other option. And that’s because we prioritize CO2 criteria over the others, this criterion where Option 3 had the lowest values compared to the other 2 options.
In my opinion, the environmental impact caused by the steel production process itself is not the reason for this significant difference between the 3-design option, what excel the hot-dip galvanized steel over the other options is the no need for coating or even recoating cycles over time as maintenance. The galvanization process in general consumes less energy compared to the production and application of paint coatings. The energy efficiency of the galvanizing process can contribute to a lower overall carbon footprint. In addition to that, paint coatings typically contain volatile organic compounds, which can contribute to air pollution and have potential health impacts. Hot-dip galvanizing does not involve the application of liquid coatings, eliminating the need for VOC-containing paints and solvents, leading to a potentially lower environmental impact, specially in terms of eutrophication and acidification.[4]
References
[1] Jana Gerta Backes, Julian Suer, Nils Pauliks, Sabrina Neugebauer, Marzia Traverso. Life Cycle Assessment of an Integrated Steel Mill Using Primary Manufacturing Data: Actual Environmental Profile
[2] World steel Association – Life cycle inventory (LCI) study- 2020 data release
[3] Heather E. Wray, Stefania Luzzi, Paola D’Arrigo, and Gianmarco Griffini. Life Cycle Environmental Impact Considerations in the Design of Novel Biobased Polyurethane Coatings.
[4] Tina Porwal. Paint Pollution Harmful Effects On Environment.